TSUZAKIレポート
TSUZAKIレポート 目次

知りたがり、会いたがり、行きたがり、見たがり・・・etc
おのれの本能と欲望の赴くまま、アンテナにビンビンひっかかったら直接取材しよう!
そんな勢いで飛び込んできたお酒にまつわる突撃レポート!です。少しずつ拡充させていきたいと思っております。
過去に飲食店様向け情報カタログ「BOTTLES」にて掲載した記事もUPいたします。あわせてご覧ください。
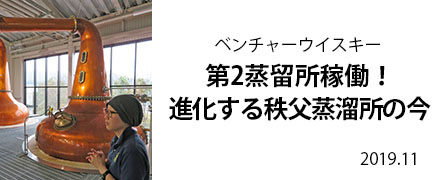



第2蒸留所稼働!進化を続ける秩父蒸留所の今
2008年の秩父蒸留所稼働から早11年。時代をリードしてきた秩父蒸留所の第二蒸留所をレポートする


株式会社ベンチャーウイスキー秩父蒸留所 プロダクションチーフ
第2蒸留所スチルマン 門間 麻菜美氏
にお話を伺いました。
-------------------------------------------------------
TSUZAKI(以下(T))
実際に第2蒸留所を稼働させてみていかがですか?
秩父蒸留所 門間麻菜美氏(以下(門間))
今はまだ設備に慣れる段階です。何より大きい(笑。
特に発酵槽は環境が整っていないので発酵時間を長めに取っています。今は設備に慣れ育てる時間だと思っています。
発酵と蒸留の工程を分けてシフトを組んで動いていますが、いずれは1人ですべての作業を行えるようにしていく予定です。第2としてどんな色を出せるのか楽しみです。

取材日はマッシング(糖化)作業がない日だったため、マッシュタンの底まで確認できました。
(T)第1と第2を比較していかがですか?
(門間)スケールアップしているだけでポットスチルの形状も同じですし、我々がやることは同じです。異なる点といえばウォッシュバックの材が違うこと、ポットスチルが直火式加熱であること、固定配管であることです。


合計5基のウォッシュバックが並ぶ姿は圧巻!こちらはキャットウォーク下から撮影。5基ともフランスのタランソー社製。高級フレンチオーク樽の生産者に特注したもの。
(T)ウォッシュバックの材の違いはどんな影響がありますか?
(門間)まだ発行が安定していませんので明確な違いをお応えできるデータを収集中ですし、一概に言えませんが、ウォッシュ(麦汁)の違いは感じています。第1はミズナラ材ですが、第2はフランスのタランソー社製のフレンチオークを採用しています。
はじめのうちは、木が元気だからアクがあったり、菌が住み着いていなかったりするのではっきりとした違いが分かるようになるのはまだまだ先だと思います。

3日目の麦汁はすでに泡が落ち、バナナのような甘い芳香が漂っていました。
(T)ニューポットはいかがですか?
(門間)第1とは全然違います。うまく表現できませんが、個人的には第1よりもぬめっとしているというか重さを感じます。スケールアップすると酒質が軽くなると諸先輩方から聞いていたので、スチルを直火にすることで重さを失わずフルーティーさを保てればと思っています。今のところ狙い通りです。
第2も第1と同じようにヘビーは狙いたいので、どれだけ重さを出していけるかが第2のテーマです。第1は軽やかさもあるヘビーでフルーティーな特徴がありますが、第2はもっとヘビーさが出ていると思います。

第2蒸留所のスピリットセーフ。ポットスチル同様英国のフォーサイス社製。まだまだ真新しい。
(T)第2でのご苦労があれば教えてください。
(門間)第1はホースワークですが、第2は固定配管です。作業が効率化できる反面、液体の動きが見えないので難しい部分もあります。第2には全部で100個を超えるバルブがありますので、1つ1つの作業を確認しながら行っています。もし、間違えれば大惨事です(笑。そこは怖いところでもありますね。
私は、設計の段階からプロジェクトに携わってきましたので頭には入っているのですが、ほかのスタッフにはセットアップの段階から現場に立ち会って頭に入れてもらいました。今のところ大きなトラブルはありません。

ポットスチルのバーナーの制御盤。これでバーナーの出力を調整。
(T)門間さんは第2ではスチルマンとしてデビューされたということですが、いかがですか?
(門間)とてもワクワクしています。ワクワクしかないです。でも、すごく緊張します。
なので、今は毎回カットしたものをチェックしてもらっています。第1でカットポイントを確かめたりと勉強させてもらっていたので、今に生かせているかなと思います。実際に始める前は自分にできるのか心配だったのですが、思っていたより意外とできるものだな、と(笑。

(T)第2で試みたい新たな挑戦はありますか?
(門間)今が挑戦中です。まずは新しい設備に慣れることが先決ですし、新しい設備で造るということ自体が新しい挑戦です。第1とは別の技も身につくはずですし、もっと自分自身が成長できると思っています。それ自体が喜びですね。
発酵槽がどう育っていくのかも楽しみですし、第2としてどんな色を出していけるのかも楽しみです。まずは本格稼働できるようになるのが一番の目標です。


蒸留棟の隣に併設された第6貯蔵庫。3年程度でいっぱいになりそうだとのこと。すでに敷地内に第7貯蔵庫の予定地を確保しており、現在、地盤調査中。

第2蒸留所の門。地元の作家さんによる作品で、大麦とポットスチルが配された印象的なデザイン。
第1と比較して格段に大きくなった第2蒸留所。とにかくキレイな工場でした。
終始楽しそうにお話しいただいた門間さんに「一番楽しい瞬間は何ですか?」とご質問したところ「え~、全部!!」という答えが返ってきたのが印象的でした。
本当にウイスキー造りがお好きなんだと実感した瞬間でもありました。本当に楽しそうで、ウイスキー愛に満ちておられました。だからこそ飲み手に感動を与えられるウイスキーを生み出せるのかとまざまざと感じました。今後の秩父蒸留所はますます目が離せません!
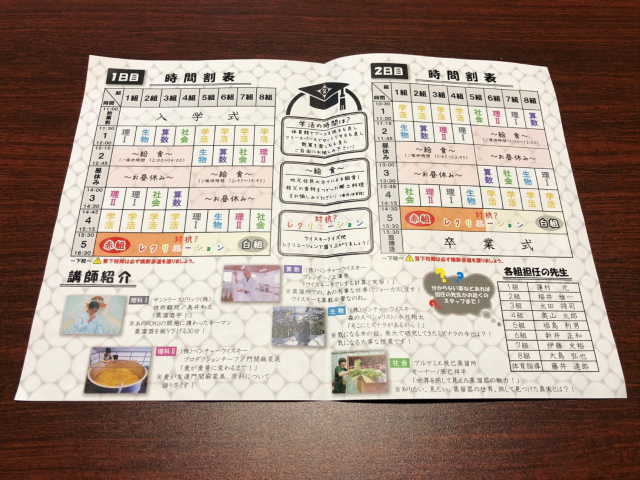
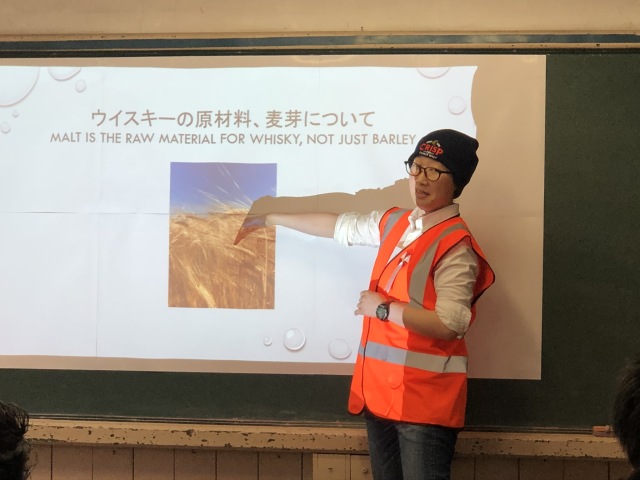
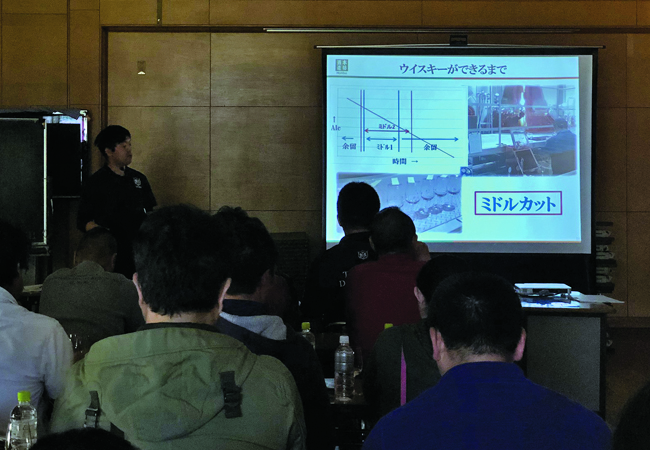
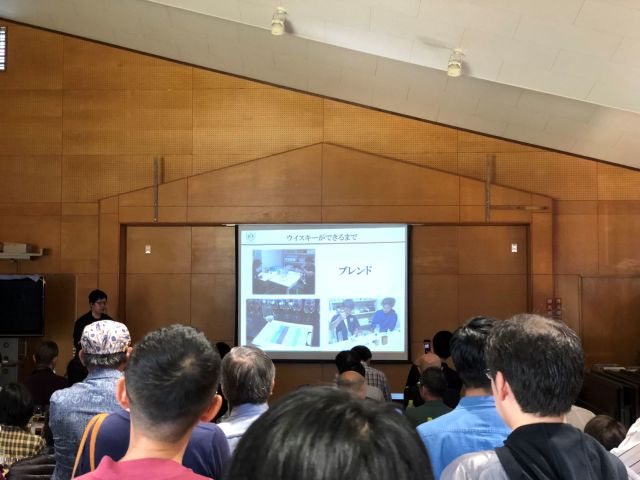
あしがくぼウイスキー学校




















マルス津貫ウイスキー祭り2019



マルス津貫蒸留所祭り2018






【マルス津貫蒸溜所・屋久島エイジングセラー】見学レポート



















■ 屋久島エイジングセラー 所在地 ■
屋久島の安房にある焼酎蔵「屋久島伝承館」に併設。見学を希望する際は予約が必要。
屋久島伝承蔵 〒891-4311 鹿児島県熊毛郡屋久島町安房2384
TEL:0997-46-2511
J.ラサール テイスティングセミナー

モンターニュ・ド・ランスのRM生産者J.ラサールの当主、シャンタル・デュセール・ラサール氏が来日し、輸入元(株)AMZ主催にて2014年7月テイスティングセミナーが行われました。この日、通訳を務められたのは、フランスで活躍するクルティエ「ソシエ・デ・サカグチ」の坂口かおり氏です。その模様をお伝えします。
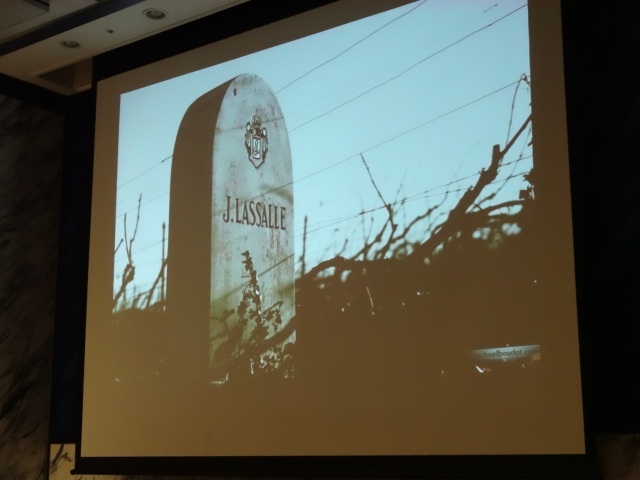
シャンパーニュ地方北部に位置するモンターニュ・ド・ランス地区のグランクリュ、ピュイジー村とプルミエクリュ、シニー・レ・ローズ村などに計11.5haの畑を所有するRM(レコルタン・マニピュラン)の生産者です。ドメーヌの所在地シニー・レ・ローズ村を中心に10kmに広がるプルミエクリュのうち7つに畑を所有しています。しかも所有するすべての畑がグランクリュかプルミエクリュとなっています。

J.ラサールの最大の特徴は、女性3代で運営される稀有なドメーヌであること。イタリア出身の母、オルガさんは92才(セミナー当時)にしていまだ現役!2006年からは、シャンタルさんの娘、アンジェリーナさんも加わり、それぞれが栽培から販売戦略に至るまですべての仕事を役割分担することなくになっているといいます。
娘さんのアンジェリーナさんはファッション業界の出身で、イヴ・サンローランにも勤めていたことがあるんだとか!彼女が加わったことで、時代に合わせてよりよく変化していこうという新たなセンスとパワーが生まれています。
そんなJ.ラサールのシャンパーニュは、女性ならではのフェミニンさや華やかさに溢れた非常に女性的な味わいであることが特徴です。その評価は著名なシャンパンハウスと肩を並べるほど高いものです。
生産量の80%を海外に輸出。そのうち18%がヨーロッパ。フランス国内は10%です。栽培しているのは、ピノ・ノワール、ムニエ、シャルドネの3品種。全体におけるそれぞれの栽培比率は、25%、50%、25%。そのほとんどが父であるジュール・ラサール氏の時代に植樹された樹齢50年あまりの古木です。
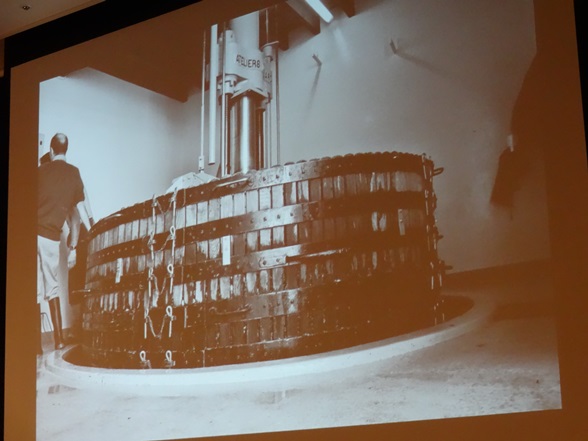
ジュール氏の時代から使用してきたというプレス機も現役。4000kgを圧搾可能だそう。6000kg圧搾可能な重力を使用する新型プレス機と共に活躍しています。新旧共に3時間程度プレスに要します。一番搾り果汁のみを使用し、それ以外はネゴシアンに販売しています。
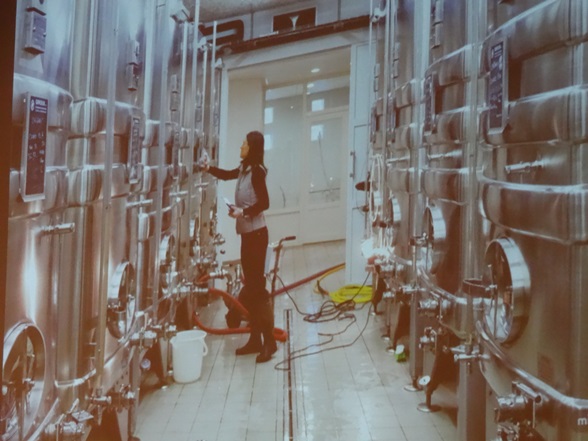
プレス後は、12時間清澄を行い、その後加糖します。糖度11度のジュースを加えていきます。ステンレスタンクを新たに導入し、アルコール発酵を行っています。アルコール発酵は、ステンレスタンクで温度18℃でアロマをキープさせ、約8日間行います。その後マロラクティック発酵を行っています。
発酵は、パーセルごとに行い、それぞれのキュヴェにアッサンブラージュし瓶詰。熟成期間は、スタンダードキュヴェで4年。ミレジムで10年です。すべてシュール・リーで熟成させています。ルミアージュは、ピュピトルで3週間の間毎日1日2回、1/8回転ずつ手作業にて行っています。
ドサージュには、蔗糖から作られたリキュールとリザーヴワインをベースに行われます。バランスの取れたシャンパーニュに仕上がるよう基本的にはブリュットです。
全てのボトルには、デゴルジュされた日付が記載されています。ボトルの下部に入っていますが、ラベルの下になっているかもしれません。

新しいニュースとしては、4haの畑を新たに購入したことです。すべて所有する畑に隣接しており、テロワールを壊すことなく表現できます。この4haの畑を購入したことで、年間15万本の生産を目標にしています。
紹介された娘のアンジェリーヌさんの言葉も印象的でした。
『ワイン業界において女性であるということは、毎日が挑戦です。私の目指すところは、ブドウ栽培家として成功するとともに、自分たちのシャンパンを通して、昔から家系に引き継がれるシャンパンへの情熱を世界中に伝えていくことです。ジュール・ラサールが築いた昔からのスタイルとフィロソフィーを守ることは、私たちにとって何よりも重要なことなのです。』
シャンタルさんは、セミナーの最後にこう語ってくれました。
『父が築き上げたスタイルに女性の時代のフェミニンさ、女性にしかできないことをプラスして皆様にお届けしたいと思っています。』

ピエール・ジモネ テイスティングセミナー










信州マルス蒸溜所訪問レポート

2014年11月に信州マルス蒸溜所(現マルス信州蒸溜所)を訪問。
ウイスキートーク福岡を主催する「クラブバッカス」のメンバーとともにオリジナルボトルの樽選定もかね、蒸溜所や熟成庫の見学をさせていただきました。
その模様をちょっとだけご紹介いたします。

実は、偶然にも訪問の直前にポットスチルを入れ替えたばかり!!
「このポットスチルはまだ火入れしていないのでこんなにピカピカなんです。 これが一旦火を入れると、皆さんも見慣れていらっしゃる赤茶色の銅色に変化します。パーッと変わっていくんですよ!」
なかなかお目にかかることができない新品のポットスチル。この状態のものを目にできたのは大変貴重な経験となりました。

旧ポットスチルは、マルス蒸溜所の歴史の象徴として蒸溜所の敷地内にオブジェとして展示されています。強く手で押すと変形してしまうくらし薄くなってしまっている部分もあるのだとか。
まさに、身を削りウイスキーを生み出してきた老兵は今は静かに蒸溜所の片隅で新たな息吹を見守っています。

マルスの熟成庫はラック式で、天井高くまで樽が保管されていました。樽の大きさも大小さまざま。熟成に応じて樽の位置を入れ替えたりもするそうです。どんな樽に育っていくのか今からワクワクします。
これからどんな復活劇が始まるのか、ますます目が離せない信州マルス蒸溜所です。
「幻の大麦」 奇跡の復活物語
皆様はベア種という大麦品種をご存知でしょうか。19世紀末までにスコットランドでウイスキーの原料として広く栽培されたそうです。 その後、効率的なアルコール生産のため繰り返された品種改良で多くの畑からその姿を消していったいわば忘れ去られた幻の大麦です。 そのベア種を種の維持のために大学で細々と継続的に栽培していたものををアラン蒸溜所で特別に2週間限定で仕込んだのです。現行の品種と比べ著しく歩留まりが悪くおよそ効率的な生産とはいかない難物だったそうですが、苦労を重ねた末に生産されたスピリッツは非常に素晴らしくまさに想像を超えた出来栄えであったとか。 ウイスク・イー社(当時)の元木陽一氏はまさにこの復活プロジェクトにアラン蒸溜所の公式スチルマンとして携わり苦労の末「ベア種」によるウイスキーを復活させた一人なのです。 元木氏にお会いしたのは今年2月福岡市内で開催されたイベント会場のウイスク・イー社のブース。お勧めは?とお尋ねしたところ やや地味な印象のアランですがそのスピリッツは実に熱いものがありこれから見逃せない存在です。 「ベア(BERE)」と呼ばれる麦品種は9世紀ごろ、オークニー島を支配していたバイキングによって持ち込まれた 六条麦で、文献上スコットランド最古の麦品種です。その時代の麦としては成長も早いことから、アウターヘブリディーズやシェトランドにも広く伝わりました。 ところが19、20世紀ごろになると北欧から改良された、もっと成長の早い麦品種が多く輸入されるようになり、「ベア」の栽培は一気に減少し、オークニーと周辺の島々を合わせても15ヘクタールに満たないところまで生産が減少しました。 現在は畑を代々受け継いでいる農家が家庭でパンやクッキーを焼くときぐらいしか使用されておらず、今回のプロジェクトのためにAgronomy Institute of Orkney Collegeの協力で特別に栽培されました。 アラン オークニー・ベアはアラン蒸溜所で2004年、試験的に、この希少な最古の麦品種「ベア」を使用し2週間だけ製造しました。この「ベア」は、マッシング(糖化)から手こずり、糖度が上がらず、ろ過工程で頻繁に目詰まりを起こし大変な苦労がありました。 糖度が上がらないということは、通常の麦芽よりもスピリッツの採取量が少なくなります。しかし雑味が少なく、クリアな麦汁を最大限に生かそうと、蒸溜のスピードを極限まで落としました。ミドルカットの幅も狭めた結果、一日で生産されるスピリッツは平均500L以下という大手では考えられないほどの生産量でした。 しかし苦労して出来上がった液体は、想像を超えて素晴らしい出来栄えでした。「純粋」という言葉がぴったりです。8年間、リフィルのバーボンバレルで静かに熟成しました。 グラスに注ぐと、焼きたてのショートブレッドの優しい雰囲気から漂います。ゆったりと目を覚まし、甘美で香ばしいアップルパイが、スウィートジンジャーのアクセントを伴います。期待を込めて一口含むと、ほのかな潮風、クリーミーで、バニラビーンズや麦芽の甘さに思わず目を閉じます。長い余韻で、くすぐったい山椒のようないじらしさに笑みがこぼれます。
「これは僕が造りました」
と指差したのが「アラン8年オークニー・ベア」でした。
その味わい今までに味わったことのないものでした。独特の複雑さや香ばしさを持ち「面白い!」と思わず声がでました。